


Comtedelanorena
-
Posts
585 -
Joined
-
Last visited
-
Days Won
5
Content Type
Profiles
Forums
Calendar
Posts posted by Comtedelanorena
-
-
BONNE ET HEUREUSE ANNEE 2023 !
A toutes et tous les "Webarchers" que celle-ci soit moins pire ou meilleure que 2022 n'est pas vraiment important. 😜
L'essentiel est déjà de pouvoir le dire, je pense que les personnes parties en 2022 seraient heureuses de pouvoir râler sur 2023 !
On a qu'une vie. Même dans un monde pourri jusqu'à la moëlle, elle vaut 1000 fois d'être vécue, alors vivons !😁
De mon côté plus de commande, je dois reprendre un travail salarié à bientôt 59 ans.😝
La belle parenthèse artisanale est mise en sommeil pour une durée indéterminée, c'est la vie ! 🤨
-
Le 04/12/2022 à 14:55, crazy a dit :


Merci Crazy et 3-1 pour la France !

-
Salut les copains et les copines (très rares ou très discrètes à priori... 😄) !
Voici le lien de la 1ère vidéo d'essai de tir du Bajõ-zutsu qui est bien parvenu à son propriétaire au Canada. 😊
Ce dernier est ravi, comme bien souvent l'aspect en lumière du jour et en perceptions (toucher, odeur, fonctionnement manuel) est bien plus flatteur qu'en photo zoom x 10 et lumière artificielle (néon) ! 😉
ALLEZ VIDEO, ça envoie sec !
-
Allez pour le plaisir les vidéos "prises de son" en attendant mieux (le montage final), ça envoie sec ! 😁
-
Colis arrivé au Canada ! 😁
A chaque envoi ma grande crainte est que le colis soit volé, abimé ou bloqué en douane (française).
Quand il arrive dans le pays du client ce n'est plus uniquement mon problème, c'est également le sien.
Si les douanes Canadiennes le bloque ou un transporteur Canadien perd, casse, ou vole le colis, je n'y suis pour rien.
Ne souhaitons aucune de ses mésaventures à mon très sympathique client qui ne les mérite aucunement.
Voici le colis qu'il doit recevoir, une trilogie de mèche comprenant :
Le canon à main XIII-XIV ème siècle, l'haquebute à croc fin du XV début XVI ème, tous les 2 à l'échelle 1/6.
Mon haquebute serait le "chaînon manquant" milieu de XVI (1550) entre l'haquebute est l'arquebuse.
Enfin la "Rolls" des mèches le Bajyou-Tanzutsu Japonais, milieu à fin du 18 ème siècle.Gros lien photo > https://goopics.net/a/l3gyxvhb
-
Le 19/11/2022 à 10:25, yippee kaï a dit :
Bonjour
J'interviens tardivement.
Je te suis, sans commentaire, depuis un moment.
Tes réalisations sont magiques. J'ai travaillé à rénover des armes modernes , mais surtout de vielles armes à poudre. Des pièces à réajuster après les avoir épaissi .Les ressorts doubles m'ont occupé aussi. Et je me suis planté, sur des pieces d'un fusil de chasse â poudre au canon exagonale. Pas réussi à retrouver la doc, donc des pièces réalisées non conformes aux attentes du commanditaire. ...Voila, les souvenirs qui remontent.
En définitive, très chouettes réalisations, avec l'idée d'y mettre les doigts un jour....
Merci pour le partage.
Salut à toi Yippee Kaî, merci pour ton ressenti sur mon travail, de la part de quelqu'un qui s'adonne à la restauration d'armes anciennes et au travail manuel cela fait très plaisir.
Si tu veux t'y mettre, bienvenu dans le club très fermé et bon courage ! Comme je le dis souvent en plaisantant avec mon ami Michel Lefaivre, faire de la miniature c'est s'emm....r au carré de l'échelle ! Si tu réduit de 2 c'est 4 fois plus difficile à faire qu'à l'échelle 1 ! 🤣
Bon j'exagère un peu, je suis né à Nîmes et j'ai vécu jusqu'à mes 17 ans à Marseille, mais c'est beaucoup, beaucoup, plus dur.
Un jeu fonctionnel de 1/10 au 1/1 devient un jeu de 33/100 au 1/3 et à peine 16/100 au 1/6 ! 😅
-
Le 11/11/2022 à 11:12, Lyvelinois a dit :
Vraiment désolé pour toi, c'est souvent que ça arrive : le binz pas prévu à la fin, qui te prends une journée de boulot alors que tu allais t'ouvrir une boisson bien méritée.
Je compatis bien sincèrement.
Le 11/11/2022 à 12:47, JMG a dit :Pas de bol effectivement...
Bon courage pour le rattrapage.
Oui pas de bol les copains, mais je suis habitué ! Mes dernières semaines de création sont toujours fantasques ! 🤪
J'ai terminé l'haquebute à croc, elle sera mise en situation avec un "bout de créneau" en béton cellulaire.
Voir photos > https://goopics.net/a/rp7w8wi4

-
Merci pour vos compliments les copains, 🤗
Lyvelinois > Oui il faut pas mal de recherche, je passe énormément de temps sur le net pour extraire les "bonnes" données.
Il y a énormément de "faux" et d'armes modifiées au cours des siècles (décennies) qu'il convient d'user de circonspection sur ce que l'on nous montre.
PatriceB > Cher ami, partager est l'essence même d'un forum non ?, Je ne suis pas un Maître car pour cela il faut avoir des disciples !
Je suis quelqu'un de profondément précis et méticuleux. si certains d'entre vous m'accordent quelques qualités d'adresse et de créativité, je suis le plus comblé des micros artisans. ☺️
Voici les dernières (mauvaises) nouvelles (message extrait du forum poudre noire) !
La Bérézina continue !
Je suis tellement habitué aux emmerdes avant "expédition finale" que j'en deviens philosophe (presque) !
Hier, j'espérais finir le canon en brasant les éléments d'accastillage et faire le bleuissage… C'était sans compter sur ma poisse légendaire de fin de cycle !
Résultat des courses, 5 heures pour ôter le 3ème taraud de 4 mm (finisseur) cassé net à 10 mm de profondeur ! Chose excessivement rare car les 2 premiers était passés sans problème (merde :asiatique: ) !
J'ai tout essayé, et je connais pas mal d'astuces : dégrippant + chauffe au chalumeau, agrandissement des rainures du taraud et confection d'un extracteur à 3 ergots... Rien, nada, nothing !
J'ai fini par la dernière technique la plus chronophage et difficile, l'élimination par grignotage à la fraise diamant des 10 mm d'acier rapide... infernal !
Imaginez, forer (sans dévier) avec plusieurs fraises diamantées de 1,5 à 2,5 mm 10 mm d'acier rapide dans un trou de 3,3 mm de diamètre. 5 heures de boulot harassant, mais bon j'ai sauvé le canon.
Après cet exploit sur la "guerre des nerfs", j'ai poli le canon totalement assemblé et je l'ai nettoyé. La bourre que j'utilisais pour nettoyer l'intérieur du canon est restée coincée j'ai mis une 1/2 heure a essayé de l'ôter.
J'ai tellement forcé pour l'extraire que le guidon brasé à l'étain a disparu pendant l'opération... 1,5 heures de recherche infructueuse. Donc je dois en fabriquer un autre, soit 2 heures de boulot.
Au final une journée de 9 heures pour reculer au lieu d'avancer, je suis [[& §ù%£}}Les mauvaises nouvelles en détail > https://goopics.net/a/95l9kffg


-
🤩 MERCI POUR VOS COMMENTAIRES LES COPAINS, ILS ME TOUCHENTS VRAIMENT BEAUCOUP !🤩
-
Coucou les copains, 😀
Le Bajo est fini, son support surélevé en merisier est prévu pour accueillir les 2 poires à poudre fonctionnelles en corne de chevreuil et en bruyère.
Le canon à main est mis à jour avec un support actualisé porte-accessoires. Il ne me reste plus que l'arquebuse primitive à faire ! 2 jours chrono (le canon est en cours) !
Voici un énorme fichier en lien > https://goopics.net/a/p7s8z8ou
-
 1
1
-
-
Il y a 22 heures, crazy a dit :
continue à faire tes merveilles car pour la vidéo hum . . .
la deuxième d'ailleurs sera "bientôt prête"
en tout cas un grand merci pour toutes ces folies que tu veux bien partager avec nous 👍👍👍
Salut Crazy, j'ai pas tout compris ! 😆
Tu aimes bien mes folies OK, mais je ne comprends pas l'allusion "bientôt prête" pour la seconde vidéo...
Il faut savoir qu'il s'agit de vidéos de basse qualité faites en mode "selfie" avec mon vieux Samsung S6 qui a bientôt 7 ans (il refuse de mourir !).
Elles n'ont pour but que de prendre le "vrai son" de la déflagration. Les micros des appareils photos numériques sont trop sensibles et saturent vite.
Les vidéos finales sont montées à partir de mon Lumix LX15 dans lesquelles j'insère l'image et la prise de son du S6.
Je ne suis pas vidéaste amateur, ni metteur en scène ou scénariste Hollywoodien, je fais ce que je peux, désolé si ce n'est pas du Spielberg ! 😉
Mais par rapport à 99,99 % des autres artisans professionnels dans la miniature d'armes, j'en montre 1000 fois plus ! 😁
-
TIRS D'ESSAI INCROYABLES ! 😵
J'ai découvert qu'avec Gougoule, je pouvais créer un lien vidéo en 3 secondes pour partager les vidéos de mon smartphone sans avoir à passer par la case "long et fastidieux montage vidéo" ! 😄
Mieux vaut tard que jamais ! 😂 Voici 2 vidéos brutes de "tournerie" où l'on perçoit bien la puissance du bestiau avec seulement 7 mm de hauteur de pulvérin (environ 2,5 grains) ça déménage ! 🤪
Je perce 2 bouteilles de 1,5 litres remplies d'eau soit 18 cm (réputée pour son pouvoir freinant, 1 mètre arrête une balle de 9 para), puis la balle sort et perfore 5 mm de CP. Pas mal pour un plomb rond de 4,5 mm !Voici les liens :
Tir à 6 mètres sur cible la déflagration est vraiment impressionnante ! :cowboy:
https://photos.app.goo.gl/VYHNJhrcdVLaJn9ZA
Tir sur bouteille côté Gillou, ça envoie sec j'en suis surpris, après le tir on entend la balle ricocher et rouler ! 🙃 (il faudra attendre pour les vidéo slow motion de l'appareil photo)
https://photos.app.goo.gl/Tbm3JcnNFuMikdMT7 -
Cela sent bon ! 😁
Gros weekend, le Bajo est presque terminé. Il reste les essais de tirs et les finitions.
Beaucoup de bonnes ondes, j'adore quand je peux laisser libre cours à ma créativité. 🤩
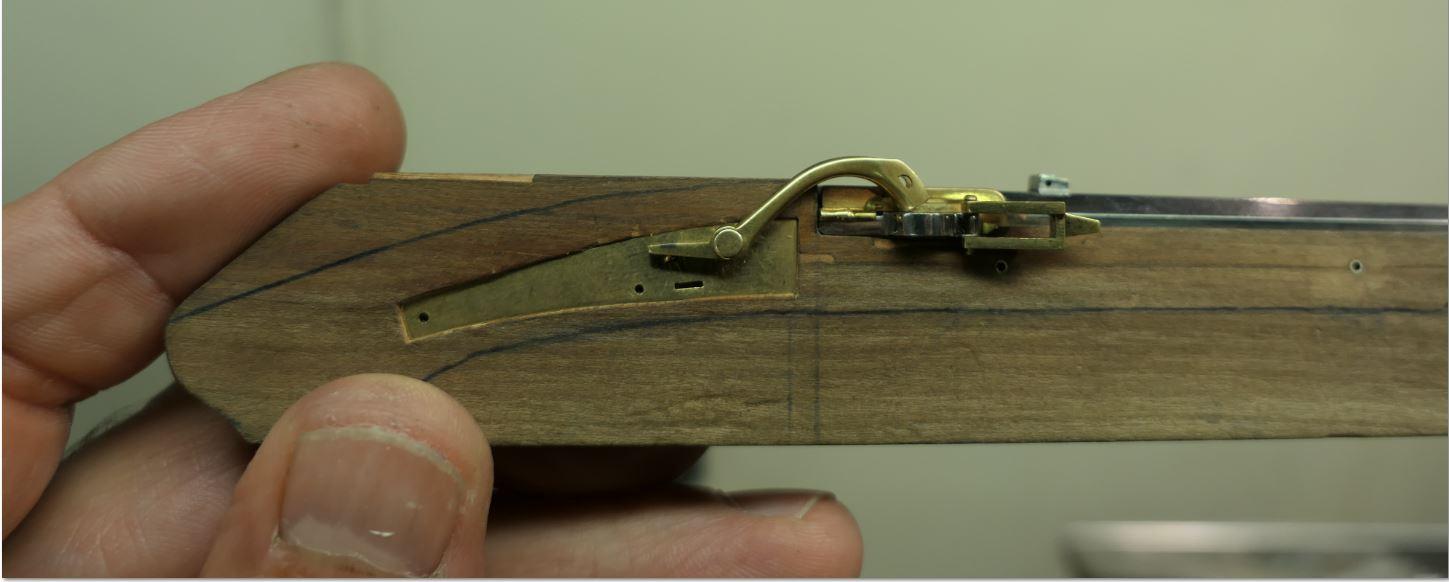
Les pièces mécaniques comme la gâchette (en CuBe durci, le laiton c'était pour les essais) et la détente, le cache détente en laiton, la crosse et ses divers inserts ont été réalisés sans plan "à la vista de naz", j'adore !
Allez gros lien photos >
https://goopics.net/a/z8qbh0bs
Mise en bouche
-
Le 13/10/2022 à 11:43, chasseur fou 25 a dit :
ouais, mais pour bosser aussi fin, faudrait des ongles plus longs , ça aide 😋
Le Chasseur fou 25 serait-il le Tireur fou 25 de PN ? 🤔 Même région, même âge, même passions, je crois que je t'ai débusqué l'ami ! 😁
Concernant mes ongles et ma folie tu as raison. Les 2 vont de pair, il faut être fou pour se couper les ongles aussi ras ! 😁
Voici les dernières avancées, beaucoup de taf en prévision, mais cela commence à ressembler à quelque chose de correct.
https://goopics.net/a/78kdt2qm
https://goopics.net/a/a6lm2kdy
https://goopics.net/a/v614rqgn

-
Le 10/10/2022 à 20:30, chasseur fou 25 a dit :
pour tes soucis de collecteur du moteur, un polissage des plots avec de la pâte à roder, et essaie de casser les arrêtes vives pour limiter l'usure des charbons
Je le fais à chaque changement de charbon, pas à la pâte à roder mais à l'émeri très fine (400, 600 puis 1200) en serrant le rotor dans le mandrin du tour.
Le collecteur est "poli miroir" mais en 2 heures d'utilisation c'est comme si j'avais soufflé dans un trombone à coulisse !
Le problème Il ne reste plus beaucoup d'épaisseur de cuivre pour rectifier quoi que ce soit et les charbons RPC fournis sont de piètre qualité (on dirait du graphite de crayon HB) !
Voici les dernières avancées le travail du bois est bien plus complexe que sur une arbalète médiévale....canon octogonal conique, culasse carrée conique !
Les goupilles de maintien du canon de 8/10 pénètrent des orifices à peine plus gros et sont contraintes juste ce qu'il faut pour ne pas glisser ou tomber lors de la détonation !
FOTOS > https://goopics.net/a/78kdt2qm
-
Coucou les potos,
De retour aux fourneaux, j'ai eu la mauvaise surprise de trouver ma fraiseuse HS. Charbons et voyant secteur HS 😝
Charbons usés jusqu'à la corde (3 échanges en 10 ans) le collecteur du moteur made in PRC est très "abrasif" (beaucoup d'espace entre chaque lamelle pas assez de résine isolante. L'étincelage important use les charbons à vitesse grand "V". 😂
M'enfin quand on n'a pas les moyens d'acheter du bon on se contente du médiocre ! 😉
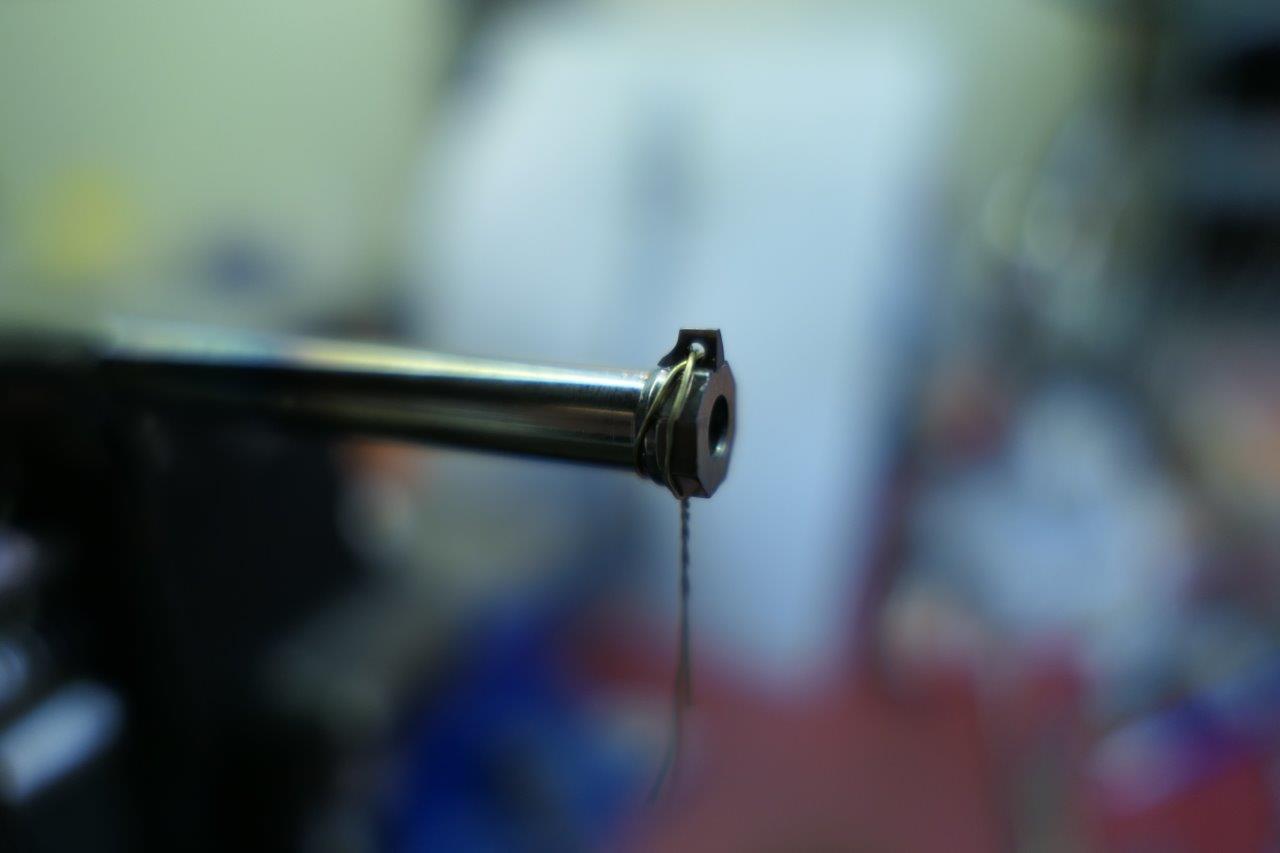
Voici un travail bien plus difficile qu'il n'y parait la crosse ! Elle est très fine sur les Tanzutsu.
L'épaisseur des parois du bois est très mince sur le pourtour du canon (0,5mm) et entre le fond de canon et le puits de baguette (1mm).
Le trou de baguette est très long (83 mm) et fin en diamètre 2,5 mm, il faut percer du bois d'églantier dur (10 ans de séchage).
Il a fallu fabriquer un foret long par brasage d'un foret meulé sur une CàP (corde à piano).
La CàP est recuite pour être percée à 1,4 mm sur 8 mm de profond, brasée à l'argent, retrempée à l'eau dans la foulée puis revenu de détente...OUF.
Le plus difficile à obtenir c'est la bonne concentricité entre la CàP et le foret meulé brasé. 🤪
Pour cela je mets la CàP dans le mandrin du tour, je chauffe la brasure en faisant tourner le tour à 1800 tr/mn.
J'appuie (très délicatement) sur le foret jusqu'à obtenir aucune "oscillation" visuelle. A la "vista del naz" comme on dit en Occitan ! Le pire, ça marche ! 😂
Premier test sur un gabarit d'essai (heureusement) je perce à la fraiseuse à colonne, foret court, puis foret long.
Mon matériel de daube PRC (trop de jeu axial) ne permet pas garder la bonne trajectoire le foret dévie d'un petit mm, à oublier !
Je fais un montage alambiqué (centrage précis de l'étau dans l'axe du mandrin et réglage de la hauteur du bois à percer à la jauge d'épaisseur) pour pouvoir percer avec le tour.
L'avantage du tour c'est de pouvoir faire avancer graduellement le foret en fonction de la profondeur de perçage. Et le tour est joué (5 heures de travail !) 🤣
Photos > https://goopics.net/a/bmoc2l2f

-
Il y a 7 heures, chasseur fou 25 a dit :
et ............... faut faire le tour'nvis qui va avec, je suppose , au moins pour les monter; ou tournevis d'horloger ?
Oui tournevis d'horloger de 1,2 mm affiné à 3/10 d'épaisseur.
-
Il y a 3 heures, JMG a dit :
Merci comte 👍, je le disais que c'était bon marché a 1500, faut dire aussi que les prix se sont envolés pour les oneidas...(merci la série arrow...😓)
Mon premier oneidas d'occasion vaut le triple quasiment maintenant.
Et oui tout s'envole sauf les commandes ! 😜 Plus sérieusement pour baisser les prix il faudrait industrialiser les process. De mon côté lorsque je fais 1 vis à bois en brasure argent de 1,5 x 6 x 0,8 à la lime, 3 essais pour 1 bonne, 4 heures de passées dessus. Pas le meilleur rendement économique !😂
-
Il y a 5 heures, Lap1 a dit :
Merci pour ces renseignements, la vis réalisée est elle aussi en cette matière ?
pour la coutellerie je pensais plus à la réalisation de ressorts pour pliants qu'à la lame.
si cela se travaille aussi facilement , peut être des plaquettes ouvragées ?
Pour des ressorts de pliants c'est parfait. Juste s'assurer qu'il n'y ait pas de risque de corrosion galvanique entre le cuivre et l'acier. Je crois avoir lu que le CuBe est peu sujet à la corrosion électrochimique, à voir ! Pour les plaquettes idem, cela reste du cuivre donc ternissement à prévoir. Ça peut avoir son charme... Une fois vieilli, poli et lustré, le cuivre peut recevoir un vernis fixateur.
La vis est faite en baguette de brasure à 40% d'argent couleur jaune paille le C17200 est couleur cuivre. J'aurais utilisé du "bête" laiton mais je n'en avais plus. La brasure à 40% de 1,5 mm est plus cassante mais elle fait le taf.
-
Le 27/09/2022 à 12:25, JMG a dit :
Le modèle est bien un aeroforce, et oui le principe des branches est bien ce que tu dis...1500 la miniature alors que l'original devrait lui aussi arriver pour Noël, faut que je gagné effectivement 😀, mais je joue donc ...
Oui, au niveau du prix je pensais plutôt à celui des productions derniers cris aux alentours de 2000-2400€. 😂
En tant qu'auto-entrepreneur je suis ponctionné de 22% de mon CA par l'URSSAF (220€ pour 1000€ de vente 🤪).
Si je le vends 1500€ -22%, il reste 1170€ net pour 3 mois de boulot = 390€/mois, pour 2 = 585€/mois ! Donc entre 2,8 et 4,2 €/heure pour faire du travail d'orfèvre en comptant 35 heures/semaine mais j'en fais souvent plus (40-45 heures) !
Un bijoutier prend entre 20 et 50€ de l'heure minimum ! Je ne compte pas dans le "résultat net" les différents coûts (électricité, outillage, matières premières,...)
Je travaille en moyenne pour 3 € de l'heure, mon business n'est pas viable en l'état. Je ne peux que t'encourager à jouer au Loto, j'y joue aussi ! 😁
Derniers travaux > https://goopics.net/a/fvsm7lgt
-
Autre photo >

-
il y a une heure, JMG a dit :
Je me doute bien que tu es arrangeant...(je suis tes sujets depuis le début de ta présence sur le forum)😉
Voici une photo...mais juste pour le plaisir la ministre des finances ne pourrait pas comprendre un tel investissement dont je comprends tout à fait le montant

Belle bête, quel est le modèle exactement / nom / type / année de fabrication,... c'est un modèle assez ancien non ? (Phantom, Aéro, Eagle ?)
J'ai regardé les dernières productions (Phoenix, Kestrel) ils ont des formes nettement plus tarabiscotées (outrageusement complexes) et ajourées.
Le système de poulie semble plus basique et simple à fabriquer également. C'est un bon point pour une miniature ! (faisabilité)😉
C'est un challenge vraiment tentant assurément ! Rien qu'à le voir je peux dire que la première difficulté serait d'avoir les côtes exactes du bestiau.
Fabriquer les cames nécessite d'avoir un arc original dans les mains ou des plans côtés. Elles conditionnent le bon fonctionnement de l'arc.
Une question me tarabuste, sur les photos de ce type d'arc "armé" j'ai l'impression que les branches "recurves" articulées ne se courbent pratiquement pas.
La branche inférieure se plie sous l'action des poulies et la supérieure s'articule sur la charnière presque sans fléchir. Est-ce que je me trompe ?
Si c'est le cas, la fabrication des branches en CuBe ou en acier ressort V325 (haute qualité) est vraiment envisageable.
Des branches en carbone seraient presque impossible à faire au 1/3 ou 1/4 en respectant l'échelle à cause de nombreux trous de fixation qui les percent.
Alors que l'acier V325 ou le C17200 (CuBe) permettent de faire des épaisseurs de branches de l'ordre du mm sans risque de casse tout en étant flexibles.
Le prix d'une telle miniature (3 mois de travail) avec 4 flèches, un carquois et un reposoir, serait comparable à celui d'un Oneida taille réelle !
Faut jouer au loto JMG. 🤑

-
Il y a 6 heures, Lap1 a dit :
toujours aussi intéressant et bluffant dans la réalisation. Est-ce un travail fou ou un travail de fou ???
Je ne connaissais pas le cuivre-beryllium ... merci pour le partage, ça a l'air d'être une drôle de bête ... si j'ai bien compris [720-860°C] le bérullium se dissout dans la matrice de cuivre, la trempe permet de fixer cet état, le métal est alors travaillable.
[260-580°C] précipitation du béryllium, apparition de grain et durcissement structural.
On trempe pour ramollir et on fait un revenu pour durcir ???? est-ce facilement faisable avec un four électrique ? serait-ce transposable à la coutellerie?
Et oui seulement 2 petits % de Béryllium (hautement toxique & cancérigène) et le "mou" cuivre devient aussi dur que l'acier traité, c'est un miracle ! 🙃
https://fr.wikipedia.org/wiki/Béryllium
On l'utilise depuis longtemps pour fabriquer des outils antidéflagrants (amagnétiques) clé anglaise, tournevis, marteau, etc. pour les exploitations pétrolières et gazifières.
Sa dureté, une fois le revenu de vieillissement effectué, est bluffante. En revanche, je ne pense pas que son tranchant soit assez résistant pour la coutellerie.
Avec toutes ses qualités : amagnétique, résistant à la corrosion, aptitude à la déformation, etc...CuBe.pdf cela ferait longtemps qu'il serait sur nos lames !
Par contre pour faire des contreplaques, originales, fines et résistantes, le top !
https://www.frwcarobronze.fr/Beryllium.htm
-
Le 23/09/2022 à 23:13, JMG a dit :
Un oneida réduit, le top...🤩
Mais j'ai pas encore hérité d'un oncle d'Amérique, le ministère des finances pose un véto....
Cher JMG, je sais ce que sait de compter en fin de mois et de devoir faire des choix budgétaires ! 🤑
En quittant nos emplois respectifs (départs forcés) et en venant s'installer à Ille sur Têt pour "lancer" mon entreprise nos revenus ont chuté de +de 50%.
Créer un artisanat d'art en période de Covid international est presque un suicide entrepreneurial. 25 Millions de chômeurs aux USA (90% des acheteurs) après la 1ère vague!
Mes clients sont loin d'être fortunés, c'est pour cette raison que je pratique le paiement fractionné sans intérêt sur plusieurs mensualités (jusqu'à 12 mois).
A titre d'exemple, le Bajojutsu de ce post est payé en 7 fois par mon client Canadien. Cela rend la "douloureuse" plus acceptable.
Pour le Oneida peux-tu me montrer le type d'arc qui te plairait, juste pour regarder la "faisabilité" et le coût potentiel d'une telle miniature.
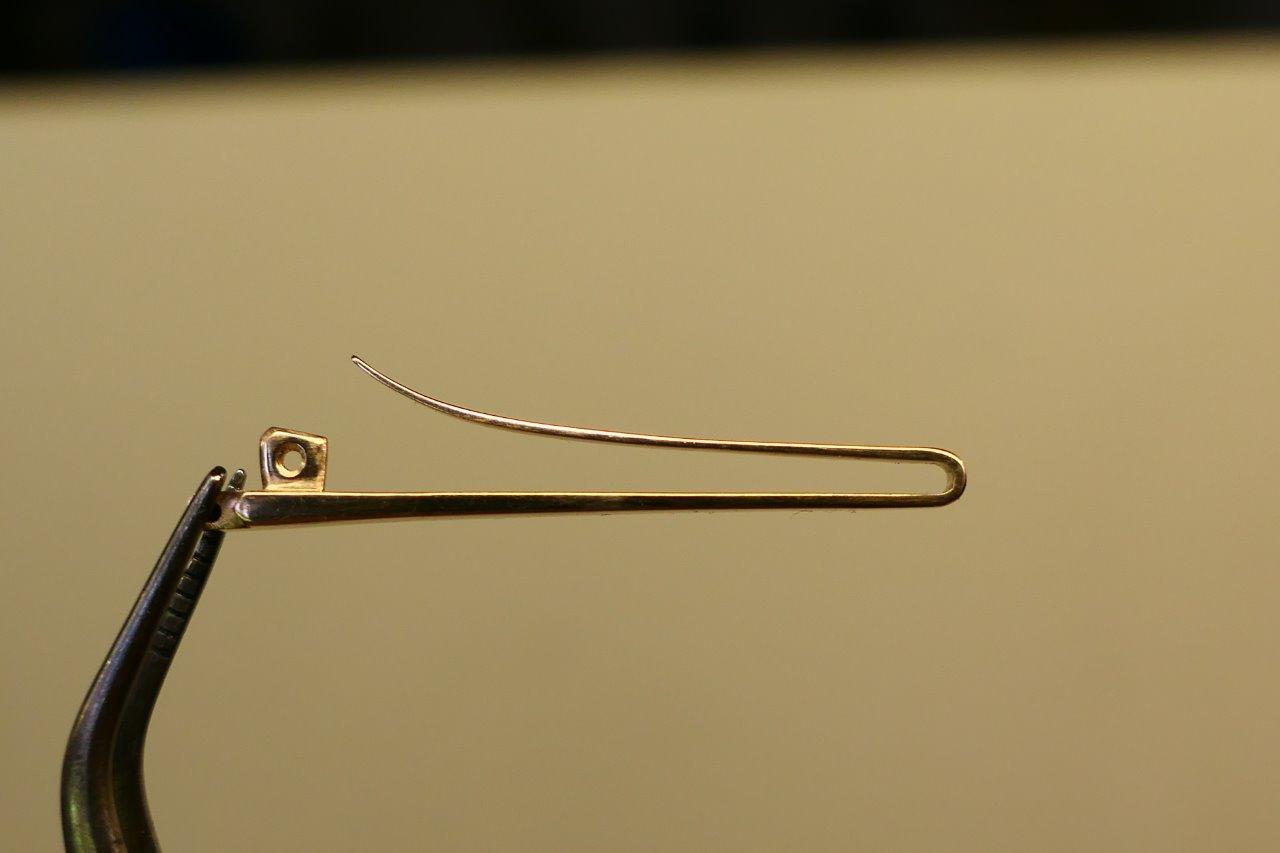
En attendant voici les photos du Bajo, le ressort fut épique à faire voici le post de Poudre noire pour explications:
Plus de 20 heures de boulot dessus. Le ressort a nécessité d'assouplir le CuBe livré à l'état TD04. Pour "ramollir" du CuBe on chauffe à 790° et on trempe à l'eau (l'inverse de l'acier !).
Après il se travaille très facilement, comme un laiton recuit mais pas trop mou. Après usinage, il retrouve ses qualités ressort par un revenu de 2 à 3h00 à 315-330° C.
Le ressort obtenu est souple est puissant !
La rainure rectangulaire de la platine 2,5 x 0,6 mm fut coton à faire 2 trous de 0,6 décaissés au ciseau de 0,25 mm...
J'ai refait une tête de goupille de ressort, la première trop fine a fondu au brasage PFFIIIIUUTT !!! (flamme du chalumeau 2-3 secondes de trop dessus)
La seconde tête est rivée sur un axe de 0,8 x14 mm réalisé "à la lime" sur le tour http://forum.poudre.noire.free.fr/images/smilies/yeux-roulants.gif dans une baguette de soudure à 40% d'argent de 1,5 mm de diamètre. Je suis fada, je sais !
Tout ceci pour faire un épaulement de blocage de 1,15 mm car le dessus de la tige est maté puis brasé à l'étain pour ne pas que la tête tourne.
Tant que j'y étais j'ai fait une plaquette en acier rapide anti-usure du chien en laiton. Sur tous les (bons) Tanzutsu, on voit une encoche au niveau du doigt déclencheur sans aucune utilité mécanique.
Après recherches et beaucoup de zoom (j'ai l'impression qu'elle figure sur les photos de mon Bajojutsu), j'en suis venu à me dire qu'il s'agissait peut-être d'un logement pour un insert en acier perdu en cours d'utilisation.
Un chien en laiton se serait usé très rapidement au niveau de la friction, surtout que la gâchette-déclencheur très étroite était souvent en acier forgé. Les anciens ne faisaient jamais ce type d'usinage pour rien.
Gros lien FOTOS > https://goopics.net/a/pdtfxdgs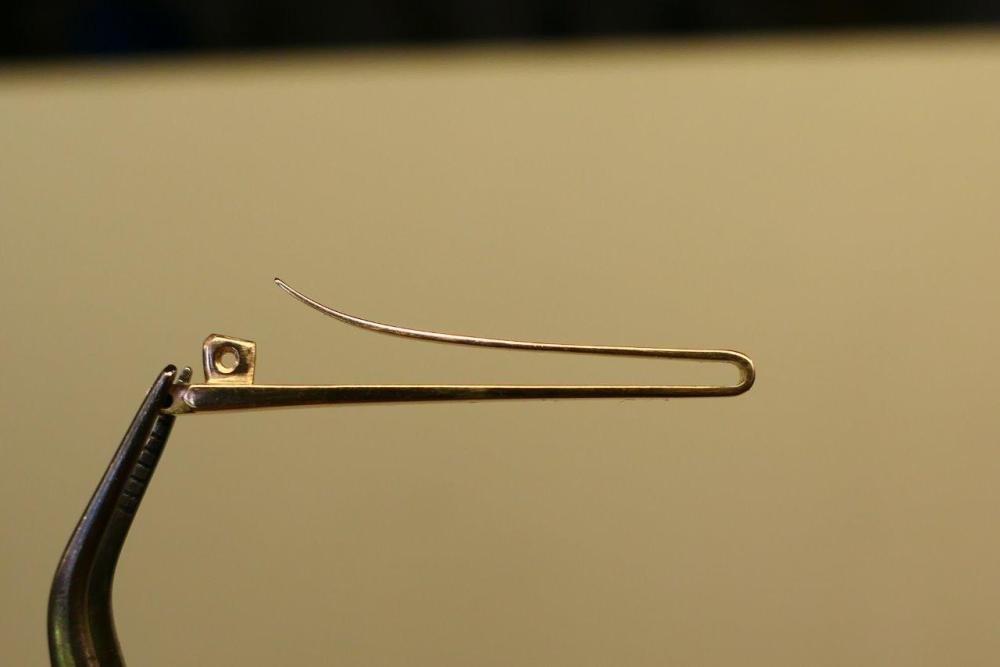







BONNE ANNEE 2024
in Hors sujet
Posted
Salut les amis (es), 😀
Je viens vous souhaiter une bonne et heureuse année 2024.
En espérant que celle-ci vous apporte son lot de bonheur et vous évite les pires tracas.
J'ai quitté l'activité d'artisan d'art miniaturiste depuis mars 2023 au profit d'un emploi plus conventionnel.
Les armes miniatures "à corde" ont perdu ce que mon épouse et moi avons gagné en sérénité financière !
Je viendrai peut-être un jour vous montrer une nouvelle création, pour le moment ce n'est pas prévu.
Belle année 2024 !